
У домашніх майстрів найбільш розповсюджені спіральні свердла, їхня конфігурація дозволяє працювати як з твердою сталлю, так і з набагато м’якшою деревиною. Але з часом будь-яке свердло тупиться і його треба правильно наточити.
Кромка, що заточується (ділянка LK) має постійно бути паралельно тієї осі, навколо якої обертається абразивний круг (Мал. 4)
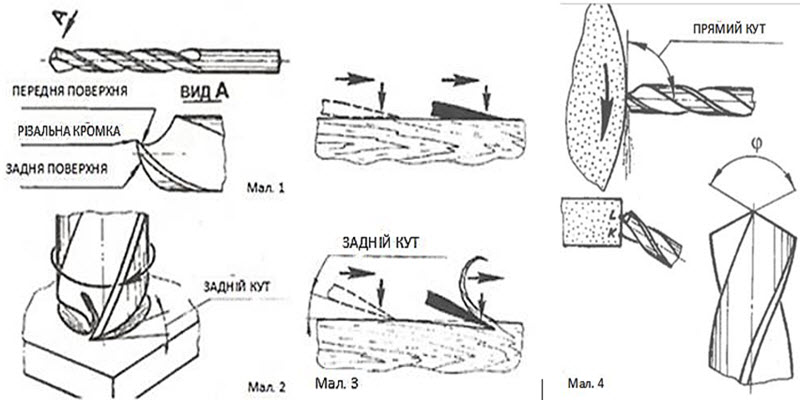
Коли свердло обертається, його різальні кромки пересуваються по конусу, та «дно» отвору також стає конічним. Щоб виник цей конус, конус торця свердла не може мати будь-яких елементів, що виступають за його контур. А різальні кромки свердла мають знаходитись на самому кінці торця – нижче всієї іншої його поверхні. Лише тоді буде забезпечуватися потрібний задній кут (Мал. 2). Щоб зрозуміти, у чому сенс його присутності, намагайтесь зняти стружку з дерев’яної дошки звичайним ножом, щільно притиснувши до її поверхні повністю поверхню леза. Найбільше, що вам вдасться досягнути – це зіскрібти деякі волокна, що виступають. Якщо трішки підняти задню частину леза, створюючи «задній» кут, то з дошки почне зніматися стружка.
Задній кут не має бути занадто великим, бо лезо одразу порине на велику глибину, а щоб зняти таку грубу стружку треба прикладати невиправдано велике зусилля.
Свердла, якими обробляють метал, мають оптимальний задній кут у 5-10 градусів.
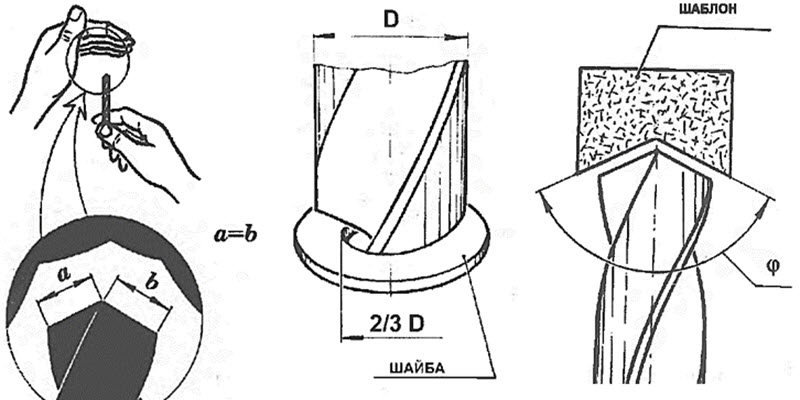
З цими знаннями можна приступати до заточення свердла за допомогою електроточила и сенс цієї роботи складається в одержанні різальних кромок, вважаючи при цьому на ділянки спіральних ринвочок по яких плине стружка. Треба утримувати свердло таким чином, щоби кромка, яку заточують, завжди була паралельною до осі обертання точильного кругу. З задньої поверхні слід знімати метал, доки світло, що відбивається від кромки не припинить ловитися очима. Така сама операція має бути здійснена й другою кромкою. Залежно від матеріалу, що планується обробляти, кут між ними, буде приблизно 140 градусів для сталі, 110-120 градусів для дюралюмінію, 90-100 градусів для алюмінію, міді. Якщо свердло заточується на всі випадки життя, як універсальний інструмент, то цей кут має дорівнювати 120 градусів. Саме такий кут у свердел, що пропонують нам у фірмовому магазині (Мал. 4). Не маючи досвіду, «приблизно», важко одержати потрібний кут, тому слід скористуватися шаблоном, який вирізають з тонкого картону. (Мал. 5)
Цікаве відео: Фігурки з фанери для саду
Заточуючи свердло слід пильнувати, щоб його вершина точно співпадала з його віссю, та була однаковою довжина кромок, тоді вони при обертанні свердла будуть рухатись по однакових траєкторіях. Але, знову таки, якщо досвіду мало, буде важко визначити положення вершини та однаковість довжини кромок, оскільки поверхні, що відзеркалюют світло з лівого та з правого боку виглядають не однаково. Тому розглядати слід контур свердла, а не саме свердло. Для цього, взявши свердло у праву руку треба зігнути ліву долоню, щоби накрити з трьох боків вершину свердла, ніби сховавши її в уявний «коридор». Джерело світла – вікно чи біла стіна (але не лампочка) – має знаходитись в одному з кінців цього проходу. Роздивляйтесь свердло на відстані приблизно двадцять сантиметрів одним оком (Мал. 6).
Приклавши задню поверхню до країв отвору, неважко визначити, яку кількість металу треба прибрати (Мал. 7).
Малюнки 5, 6, 7
Метал з поверхні «А» приберіть при останньому чистовому проході, а різальна кромка має залишатися на своєму місці. Коли кромки будуть сформовані та їм надана конічна форма, починається робота з їх задньою поверхнею. Для контролю скористуйтеся звичайною шайбою або іншою подібною деталлю з отвором, діаметр якого приблизно на 30% менший, ніж свердло, що заточується. Наприклад, для свердла у 9 мм діаметр отвору у шайбі має бути десь 6 мм.
Малюнки 11, 12
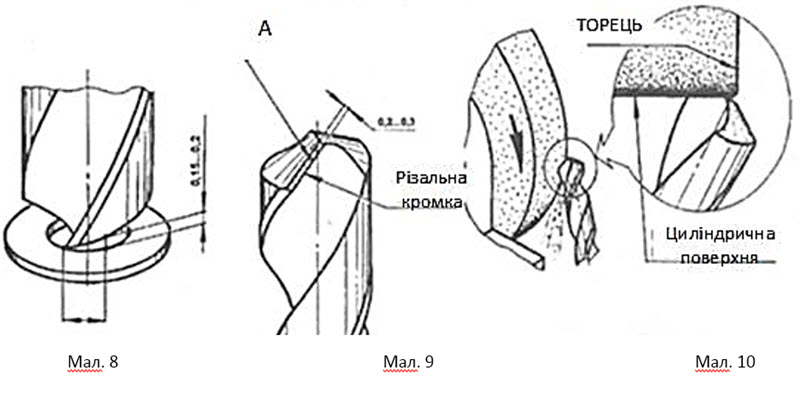
Коли є впевненість, що кромки стали конічними, починають формувати задні кути. Тут метал слід знімати таким чином, щоби на кожний міліметр дуги кола було збільшення проміжку між шайбою та свердлом на 0,15-0,2 мм. Наприклад, якщо розмір ділянки задньої поверхні, що знаходиться навпроти краю отвору в шайбі є чотири міліметри, то перепад висот має дорівнювати десь три четвертих міліметру (Мал. 8).
При роботі з конічними кромками та заднім кутом слід буди гранично уважним та не пошкодити різальної поверхні. Для цього залишають неторканими смужки 0,2-0,3 мм завширшки, з яких прибирають метал при фінішних останніх проходах (Мал. 9).
Працюйте лише на ділянці абразивного кругу, яка розташована найближче до торця, щоб раптом не наїхати на різальну кромку другого боку свердла (Мал. 10).
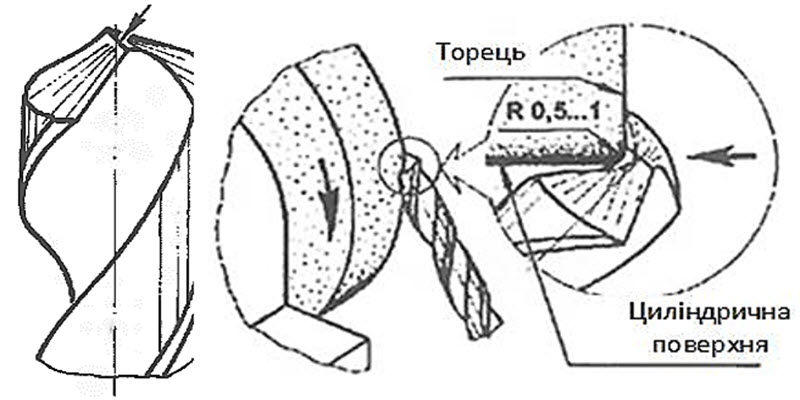
При свердленні будь-чого, разом з різальними кромками задіяна ще й перемичка – ребро, яке створене двома задніми поверхнями (Мал. 11).
Цей елемент не ріже метал, а лише жмакає та розсуває в боки, що забирає багато зусиль. Тобто, довжину перемички слід виконувати менше, тоді свердло буде легше проникати у матеріал. Але зовсім ліквідувати його не можна, бо тоді тіло свердла, помітно уточнившись в центральній зоні, може зламатися.
Працюючи на куті абразивного кругу, якщо його радіус закруглення не більше 0,5 – 1,0 мм, можна трішки збільшити довжину різальних кромок, зменшивши, тим самим, перемичку. Для свердел діапазону діаметрів 4 – 6 мм треба зберегти десь біля 0,5 – 0,7 її довжини, а для більш грубих – – 1,5 мм. Не треба ризикувати з дрібними, менше 3 мм, свердлами (Мал. 13). Але, якщо вірите у свою руку, та своє око – тренуйтесь на здоров’я!
Свої нюанси виникають при свердленні листового металу, коли на виході свердла різальні кромки захоплюють загрубу стружку, що призводить до заклинювання або до деформації отвору.
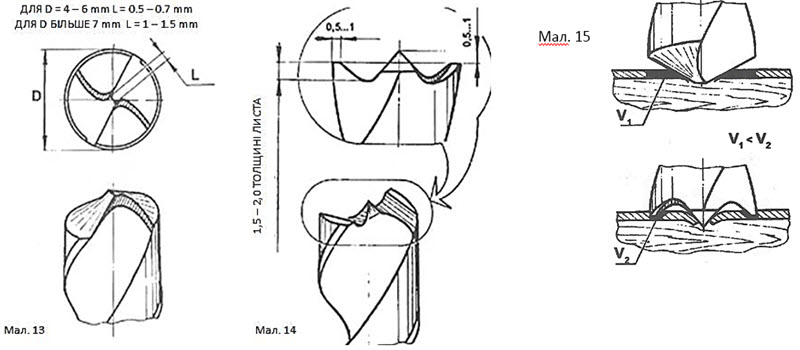
Особливо важко опанувати листи з неріжавки сталі, міді, алюмінію, коли їх товщина в набагато менша, чим діаметр свердла. Тут, якщо подібної роботи попереду багато, є сенс перетворити спіральне свердло (якщо його діаметр не менше, ніж 4-5 мм) в щось на зразок перового свердла для деревини (Мал. 14)
Малюнки 16, 17
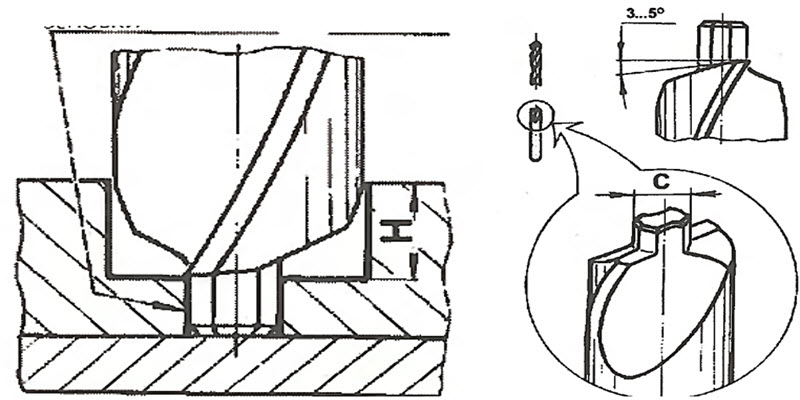
Попередньо просвердлений отвір забезпечить напрям для зенківки. Завдяки упору в пластину можна забезпечити стабільну глибину. РОЗМІР С НА 0,1 – 0,2 ММ МЕНШЕ ДІАМЕТРУ ЗРОБЛЕНОГО ОТВОРУ
Отвори, одержані за допомогою такого модифікованого свердла, будуть абсолютно круглими, а на зворотному боці листа практично не буде задирок. Продуктивність праці збільшиться в декілька разів, оскільки кутки свердла будуть різати не весь отвір, а лише кільця шириною не більше за 0,5 – 1,0 мм (Мал. 15).
І наостаннє – якщо свердло зламалося, не поспішайте нести його до смітника. Ділянка свердла зі спіральними рівчаками – це ідеальна заготовка для зенківки, щоб одержувати заглиблення для гвинтових головок (Мал. 16). Глибина таких заглиблень буде стабільною, якщо при свердленні підкладати під деталь сталеву пластинку (Мал. 17).